hyperMILL 2012 już jest
Właśnie ukazała się najnowsza wersja oprogramowania hyperMILL. Dzięki nowym funkcjom pojawiającym się każdego roku w hyperMILL, użytkownicy są w stanie tworzyć coraz bardziej zaawansowane, a co za tym idzie efektywniejsze procesy technologiczne. Producent oprogramowania szczególny nacisk kładziena redukcję czasu programowania oraz czasu wytwarzania, przy jednoczesnym udoskonalaniu jakości obrabianych powierzchni. Poniżej chcielibyśmy pokazać kilka nowych funkcji które będzie można znaleźć w nowej wersji hyperMILL 2012. Poniżej przedstawionych zostało kilka nowych rozwiązań które zostały zaimplementowane w nowej wersji hyperMILL.
Optymalizacja obróbki kieszeni
W zależności od rodzaju i rozmiaru kieszeni (w odniesieniu do narzędzia) generowane ścieżki mogą mieć różny kształt (spirala lub kontury równoległe).W zależności od relacji jaką tworzy wielkość i kształt obrabianej kieszeni z narzędziem (średnicą narzędzia) cykl obróbki kieszeni wykorzystuje bardziej efektywna strategię w danym przypadku. Ponadto oczywiście w czasie obliczeń brane są także pod uwagę parametry frezowania – wielokrotne wejścia w materiał, redukcja posuwu podczas pracy całą średnicą narzędzia, optymalizacja posuwu podczas pracy w narożach. W jednym cyklu poszczególne elementy kieszeni mogą być obrabiane z różnymi parametrami (np. ścianki boczne, dno kieszeni itp).
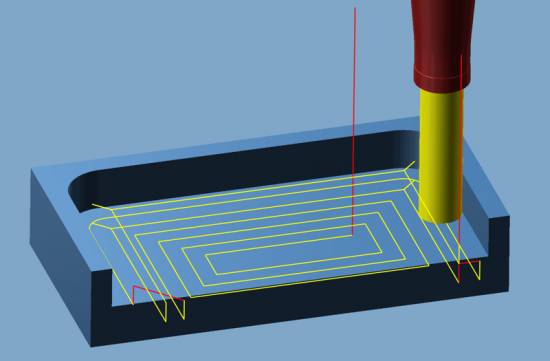
Rysunek 1 Ścieżka równoległa i spiralna obróbki kieszeni
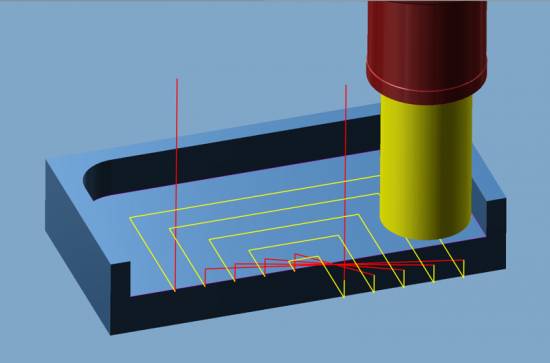
Rysunek 2 Ścieżki równolegle do krawędzi kieszeni
Mniej szybkich i nieproduktywnych ruchów narzędzia
Wprowadzona w poprzednich wersjach opcja łączenia zadań spotkała się z wielkim uznaniem wśród użytkowników. Umożliwia ona łączenie poszczególnych zadań obróbczych w jedną operacje eliminując przy tym zbędne i nieproduktywne ruchy narzędzia. W kolejnej odsłonie tego narzędzia możliwe jest łączenie zadań dla obróbek 2D a także cykli wiercenia.
W przypadku gdy którekolwiek z zadań zawiera transformacje dodawane są dodatkowe bloki NC i sprawdzane na wypadek wystąpienia kolizji. Na obrazkach widać różnicę w ścieżkach narzędzia przy zastosowaniu opcji łączenia zadań.
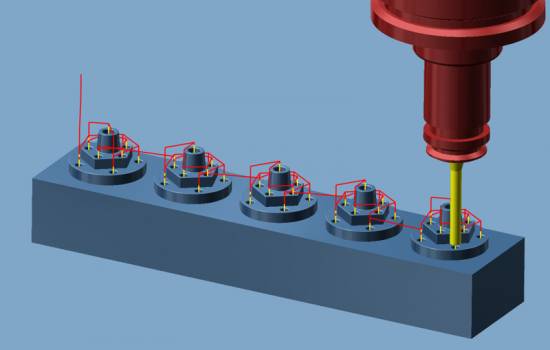
Rysunek 3 Operacja wiercenia z transformacją z zastosowaniem łączenia zadań
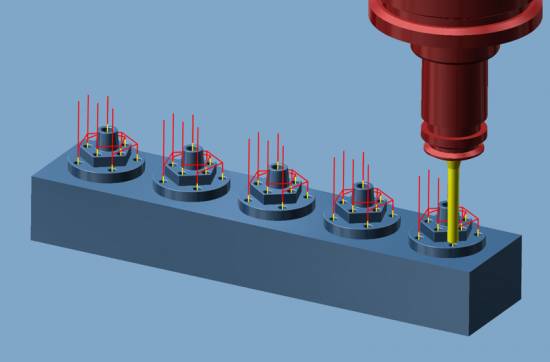
Rysunek 4 Operacja wiercenia z transformacją bez łączenia zadań
Narzędzia stożkowe
Obróbka ISO 3D to kolejnym cykl w którym użytkownik może stosować narzędzia stożkowe z pełną kontrolą kolizji. Podczas obliczeń całe narzędzie jest analizowane pod kątem wystąpienia kolizji, dzięki czemu cały proces jest stabilny i niezawodny. Zmniejszenie drgań narzędzia wydłużają cykl życia narzędzia, a także przekłada się to na wzrost jakości obrabianej powierzchni.
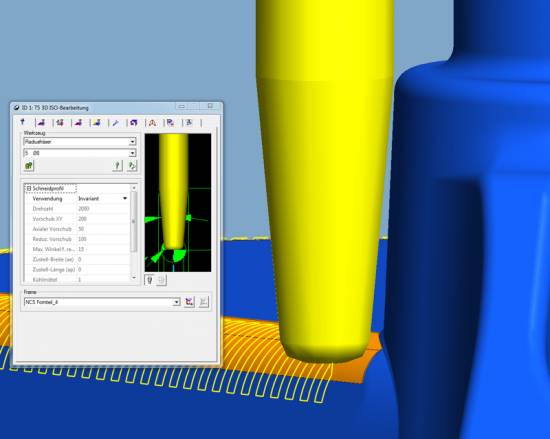
Rysunek 5 Wykorzystanie narzędzia stożkowego w obróbce ISO 3D
Kroki pośrednie w obróbce zgrubnej
Dzięki wprowadzonym krokom pośrednim w obróbce zgrubnej, obróbka stromych obszarów jest bardziej efektywna. W zależności od użytego narzędzia technolog może zastosować większy parametr ap (tak aby narzędzie zbierało jak najwięcej materiału), oraz wprowadzić kroki pośrednie, tak aby model po obróbce zgrubnej mógł być obrobiony wykańczająco. Podczas obróbki pierwszej kolejności narzędzie obrabia model z dużym ap. Po obrobieniu w całości jednego poziomuz mniejszym krokiem obrabia pozostawiony materiał z wcześniejszej obróbki (narzędzie w tym przypadku prowadzi obróbkę od najniższego do najwyższego poziomu).Dzięki temu obróbka jest bardziej efektywna i eliminuje potrzebę stosowania obróbki przedwykańczające przed właściwą obróbką wykańczającą.
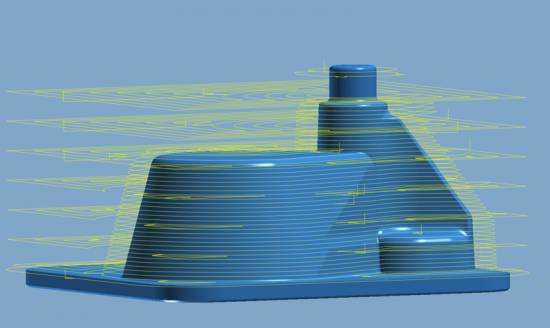
Rysunek 6 Kroki pośrednie w obróbce zgrubnej
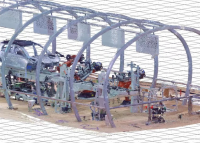
5-cio osiowy pakiet obróbki wirników
Obróbka zgrubna wirnika i piasty wirnika została rozbudowana o funkcję podziału obszaru pomiędzy łopatką główna i pomocniczą. Obecnie istnieje możliwość wybrania obszaru obróbki z lewej lub prawej strony łopatki pomocniczej. Poprzez podzielenie obszaru na lewą i prawą i/lub otwarte i zamknięte obszary, można używać w dowolnym momencie możliwie największego narzędzia, skracając w ten sposób czas obróbki.
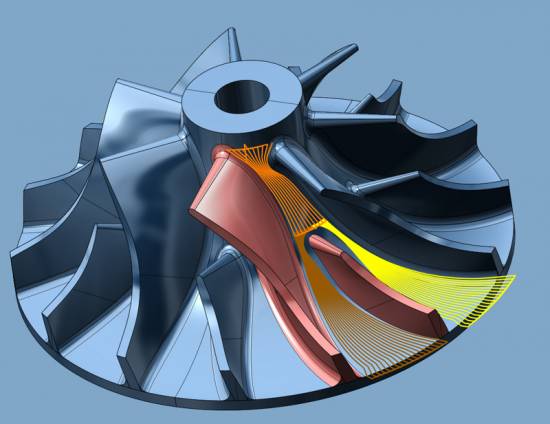
Rysunek 7 Funkcja podziału kieszeni umożliwia zdefiniowanie regionów obróbczych
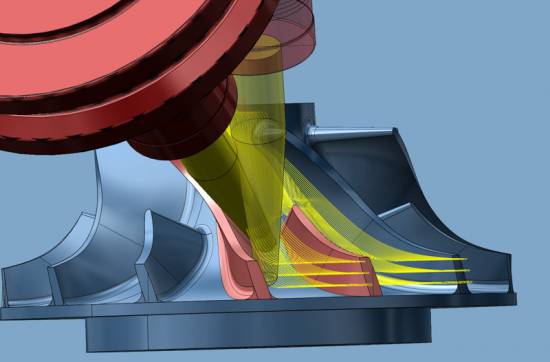
Rysunek 8 Tryb boczny podczas obróbki zgrubnej wirnika osiąga spójne odsunięcie dla łopatek
Tryb boczny można użyć podczas obróbki bokiem narzędzia, aby osiągnąć jednakowe odsunięcie od łopatek podczas obróbki zgrubnej. W rezultacie można zrezygnować ze wstępnego wykańczania, co redukuje czas obróbki. Tryb ten można wybrać w całości lub tylko dla ostatniej generowanej ścieżki narzędzia, które są blisko łopatki.
5-cio osiowa obróbka kształtowa – granice i sortowanie osiowe
Ta nowa 5-cio osiowa automatyczna strategia obróbki, wprowadzona w hyperMILL ® 2011 używana jest do płynnejobróbki 5-cio osiowej wzdłuż krzywizny wybranej powierzchni. Zakrzywione powierzchnie mogą być całkowicie obrabiane ze stałym krokiem osiowym, osiągając przy tym doskonałąjakość powierzchni, a obróbka złożonych kształtów jest teraz bardzo prosta i szybka. W wersji hyperMILL ® 2012 można teraz określić granice obróbki, które są używane do definiowania i ograniczania obszarów obróbczych. Łatwa definicja obszaru obróbki skraca czas programowania.
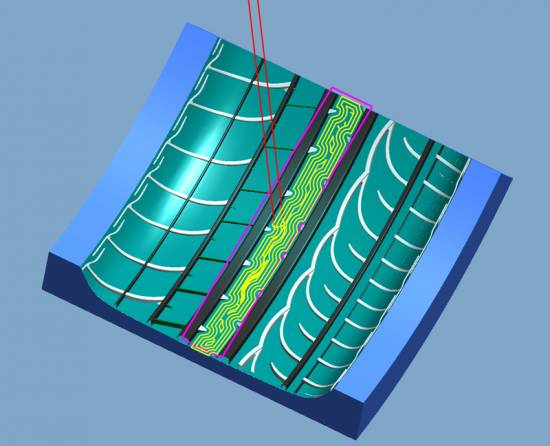
Rysunek 9 Granice mogą służyć do definiowania i ograniczania obszarów obróbki
Nową funkcją w tej strategii jest również sortowanie osiowe. Oprócz sortowania poziomego, sortowanie osiowe umożliwia teraz dzielenie obróbki skrawaniem przez obszar. Na przykład narożniki lub kieszenie są teraz kolejno zdefiniowane i obrabiane, co eliminuje niepotrzebne przejazdy narzędzia i skraca czas obróbki.

Solid Edge 2023 - nowości w tegorocznej odsłonie

Testujemy Lenovo ThinkPad P14s 2. Generacji
Stacja robocza Lenovo ThinkStation P620
NX CAD i skanowanie 3D – którą drogę wybrać?

Poznaj nowości w IRONCAD 2021
W jaki sposób SOLIDWORKS 2021 wspiera innowacje