Nowe wiertło fazujące Sandvik Coromant
Nowe wiertło fazujące CoroDrill® 870 zostało opracowane przez firmę Sandvik Coromant, eksperta w zakresie narzędzi skrawających, dla zwiększenia wydajności wiercenia otworów z fazą. Wiertło to daje możliwość wykonywania otworów z fazą w jednym przejściu, a co za tym idzie, obniżenia jednostkowego kosztu wykonania otworu przy jednoczesnej poprawie trwałości narzędzia.

Wiertło fazujące serii CoroDrill 870, wprowadzone niedawno do asortymentu Sandvik Coromant, usprawnia przebieg i zwiększa produktywność obróbki otworów z fazą.
Wiertła z wymiennymi końcówkami serii CoroDrill 870 przeznaczone są do obróbki materiałów z grup ISO P (stal) i ISO K (żeliwo). Rodzina ta wzbogaciła się ostatnio o wykonywane na życzenie (Tailor Made) dwustopniowe modele z płytką do faz pod kątem 45°.
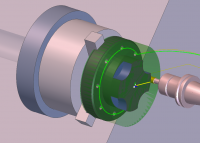
Testy wiercenia wykonane w piaście koła samochodowego ze stali niskostopowej P1 (190 HB) wykazały potencjał korzyści tego rozwiązania narzędziowego. Nowego wiertła użyto do wykonania otworów o średnicy 12,6 mm z fazą 45° w przedmiocie grubości 14 mm, na pionowym centrum obróbkowym z chłodzeniem emulsją. Trwałość wiertła fazującego CoroDrill 870 była o 100% większa niż porównywalnego produktu konkurencyjnego. Całkowita długość wiercenia wykonanego za pomocą tego narzędzia w ramach wymaganego zakresu tolerancji wyniosła 60 m, w porównaniu do zaledwie 30 m wywierconych za pomocą wiertła konkurencyjnego.
Wiertło CoroDrill 870 może pracować z jedną lub dwiema płytkami do fazowania, w zależności od wymogów danego zastosowania. Rozwiązanie z dwiema płytkami pozwala uzyskać cieńsze wióry, dlatego jest zalecane przy obróbce ze średnimi lub wysokimi posuwami, w niestabilnych warunkach lub przy dużej szerokości fazowania. Wariant z jedną płytką fazującą generuje grubsze wióry, zapewniając lepszy przebieg ich łamania w stabilnych warunkach, przy niskich posuwach lub małej szerokości fazowania. Płytki są dostępne w różnych wielkościach.
Nie zaleca się zmiany wartości posuwu przy wykonywaniu faz wiertłem tego typu. Ma to duże znaczenie szczególnie podczas wiercenia otworów nieprzelotowych, gdzie zmniejszenie posuwu może spowodować powstawanie niepożądanych, długich wiórów.

Frezowanie robotami CNC
Edgecam i frezowanie na tokarce
Frezowanie elektrod hybrydowo w VISI Machining 3D
Frezowanie zgrubne w VISI Machining 3D
Generowanie operacji frezowania 2.5D w VISI Machining
SURFCAM Operacja Frezowania gwintu (Video)


Zapisywanie dokumentów SOLIDWORKS w postaci poprzednich wersji

Podsumowanie pierwszej oficjalnej konferencji KeyShot w Polsce

Przemysłowa Wiosna 2026 –targi dla przemysłu w sercu Polski

Targi Plastpol. Mocny filar branży w Europie Środkowo – Wschodniej

EZ-CAM – Intuicyjne oprogramowanie CAM

Czym jest PLM?

Wizualizacja danych sił RWIND w programie ParaView

Inżynierowie przyszłości - jak AI zmienia sposób projektowania i tworzenia