Frez do rowków i gwintów wykonuje teraz więcej profili
30.06.2011
Skomentuj pierwszy
Oferując wykonywanie zewnętrznych i wewnętrznych rowków, także tych pod pierścienie osadcze (z fazowaniem krawędzi), jak również frezowanie gwintów wewnętrznych o pełnym zarysie, nowe płytki do frezu CoroMill® 328 firmy Sandvik Coromant cechują się szerszym niż dotychczas wyborem profili.

Nowe płytki do frezów CoroMill 328 firmy Sandvik Coromant
Wiele wariantów ostrych krawędzi skrawających zwiększających produktywność obróbki, z których każda zapewnia wysoką jakość rowków lub gwintów sprawia, że frez CoroMill 328 jest idealny dla zakładów zainteresowanych uzyskaniem szerokiego zakresu możliwości przy stosowaniu pojedynczego narzędzia.
Gatunek GC1025 firmy Sandvik Coromant o mikro-ziarnistym podłożu węglikowym z pokryciem PVD (TiAlN), dzięki swojej dobrej odporności na nagłe zmiany temperatury i na zużycie w postaci karbu, jest zalecany do stosowania w obróbce materiałów wszystkich grup ISO, a zatem zwiększa ekonomikę procesu produkcyjnego. Co więcej, do korpusu CoroMill 328 montuje się od 2 do 8 płytek, które dzięki bezpiecznym gniazdom, każdą ze swoich trzech krawędzi skrawających mogą wykorzystać do wysokowydajnej i ekonomicznej obróbki. Dostępne są cztery typy oprawek wykorzystujące płytki skrawające o jednej, uniwersalnej wielkości złącza, co maksymalnie ułatwia operatorom ich użycie. Zamówić można wersję z chwytem Weldon (B), mocowaniem trzpieniowym (Q) oraz z otworem z rowkiem wpustowym (S).
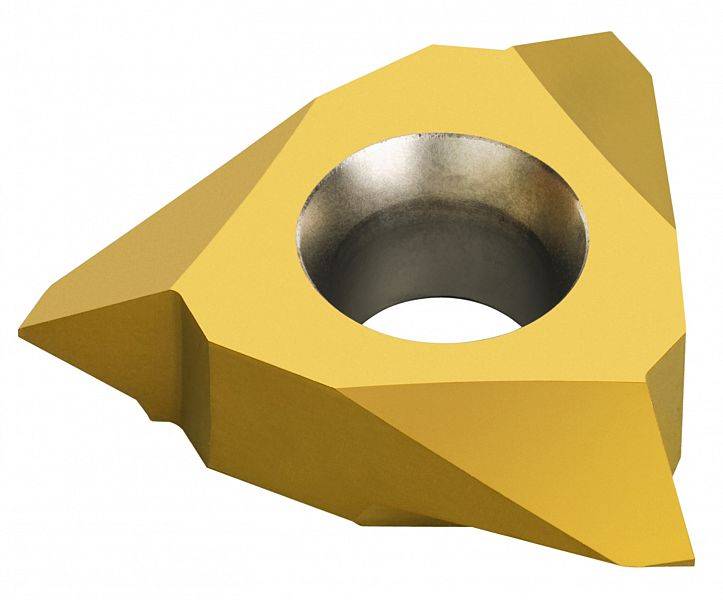
Nowe płytki skrawające do gwintów frezowanych za pomocą CoroMill 328 zapewniają użytkownikom większą elastyczność obróbki
Frez ten nadaje się zarówno do obróbki zewnętrznej jak i wewnętrznej (w otworach o średnicach powyżej 39 mm) rowków, także tych dedykowanych pod pierścienie osadcze (szerokość od 1,1 do 5,15 mm) z fazowaniem krawędzi. Duży asortyment płytek umożliwia również wykonywanie takich samych operacji na powierzchniach zewnętrznych z dodatkową możliwością frezowania gwintów o skoku w zakresie od 1,5 do 6,0 mm.
Frezowanie gwintów stanowi doskonałą alternatywę dla obróbki gwintownikami ze względu na mniejsze zużycie energii i dobrą kontrolę wiórów. Czynniki, które skłaniają do wyboru operacji frezowania gwintu to także: uniknięcie problemów z odprowadzaniem wiórów w obróbce materiałów trudnoskrawalnych, skrawanie elementów nieobrotowych, zakończenie gwintu przy samym dnie nieprzelotowych otworów, obróbka elementów cienkościennych oraz sytuacje, gdy wymagana jest większa elastyczność odnośnie zakresu zmienności średnicy i skoku.
Frez ten nadaje się zarówno do obróbki zewnętrznej jak i wewnętrznej (w otworach o średnicach powyżej 39 mm) rowków, także tych dedykowanych pod pierścienie osadcze (szerokość od 1,1 do 5,15 mm) z fazowaniem krawędzi. Duży asortyment płytek umożliwia również wykonywanie takich samych operacji na powierzchniach zewnętrznych z dodatkową możliwością frezowania gwintów o skoku w zakresie od 1,5 do 6,0 mm.
Frezowanie gwintów stanowi doskonałą alternatywę dla obróbki gwintownikami ze względu na mniejsze zużycie energii i dobrą kontrolę wiórów. Czynniki, które skłaniają do wyboru operacji frezowania gwintu to także: uniknięcie problemów z odprowadzaniem wiórów w obróbce materiałów trudnoskrawalnych, skrawanie elementów nieobrotowych, zakończenie gwintu przy samym dnie nieprzelotowych otworów, obróbka elementów cienkościennych oraz sytuacje, gdy wymagana jest większa elastyczność odnośnie zakresu zmienności średnicy i skoku.
ZOBACZ RÓWNIEŻ ...

Frezowanie robotami CNC

Ceramiczne płytki skrawające do toczenia z wysokimi prędkościami
Edgecam i frezowanie na tokarce
Frezowanie elektrod hybrydowo w VISI Machining 3D
Frezowanie zgrubne w VISI Machining 3D
Generowanie operacji frezowania 2.5D w VISI Machining
KOMENTARZE (0)

Nieznajomy musisz być zalogowany aby dodać komentarz.

SOLIDWORKS 2025 - kluczowe funkcje

Aktualizacja AutoCAD i AutoCAD LT 2025.1

Nowe polecenie w NX do zaokrąglania krzywych na powierzchni

Rzutowanie krzywej w SOLIDWORKS

BenQ SW242Q - profesjonalny 24 calowy monitor IPS 2K

Zmiany w licencjonowaniu produktów Autodesk

Udoskonalone działanie grafiki w SOLIDWORKS

Dassault Systemes i Mistral AI zaczynają współpracę
ZOBACZ WSZYSTKIE AKTUALNOŚCI
REKLAMA

01.2025
21
Control & Drives Poland - Branżowe targi napędów i sterowania
Lokalizacja: Nadarzyn k. Warszawy01.2025
21
WARSAW METALTECH - Targi Technologii, Maszyn i Narzędzi do Obróbki Metalu
Lokalizacja: Nadarzyn k. Warszawy02.2025
04
Warsaw Plast Expo - Międzynarodowe Branżowe Targi Przemysłu Tworzyw Sztucznych
Lokalizacja: Nadarzyn k. Warszawy02.2025
11
BUDMA 2025
Lokalizacja: Poznań02.2025
23
3DEXPERIENCE WORLD 2025
Lokalizacja: Houston, TX03.2025
04
Wood Tech Expo - Targi technologii obróbki drewna i produkcji mebli
Lokalizacja: Nadarzyn k. WarszawyDODAJ WYDARZENIE