Visi Machining - obróbka elektrod i wkładek
Ekonomia prowadzenia zakładów w tym również narzędziowni wymaga cięcia kosztów. Skracanie czasu wykonywania elementów oraz pewność uzyskanych parametrów geometrycznych po wykonanych obróbkach jest jedną z metod ich uzyskania.
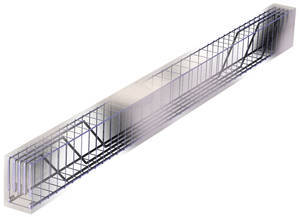
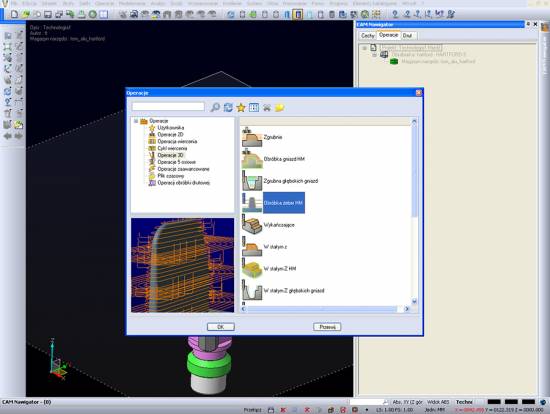
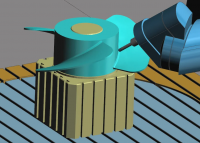
Przy wykonywaniu form wtryskowych i narzędzi postępowych niejednokrotnie konieczne jest wykonanie elektrod do drążenia elektroerozyjnego. Elementy te są bardzo pracochłonne i trudne w wykonaniu. Elektrody wytwarza się z materiałów zarówno miękkich (miedź) jak i kruchych (grafit). Wymaga to od technologa użycia odpowiednich strategii wykonania. Konieczne jest takie prowadzenie kolejnych operacji frezowania by nie dopuścić do zgięcia czy złamania obrabianego elementu. W zestawie strategii obróbczych systemu Visi Machining znajduje się specjalna strategia do ich wykonywania.
Cechą charakterystyczną tej strategii jest połączenie obróbki zgrubnej i wykańczającej w stałym Z. Odpowiednia kolejność przejść toru narzędzia, przejścia warstwicami ze wszystkich stron by wyrównać naddatek materiału, a następnie obróbka wykańczająca w stałym Z powoduje że obciążenie elementu jest rozłożone równomiernie.
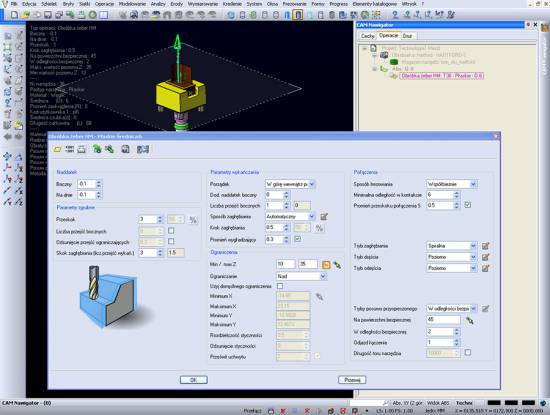
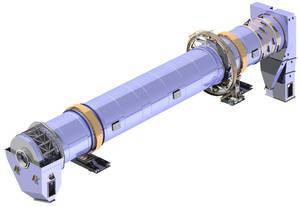
Oczywiście w strategii możemy zadać odpowiednią wartość szczeliny roboczej niezbędnej dla prawidłowego przebiegu procesu elektrodrążenia dla każdego rodzaju elektrod (zgrubnej czy wykańczającej. Nie ma ograniczeń kształtu narzędzia którym możemy wykonywać frezowanie. Mogą być to frezy o zakończeniu płaskim, torusowym, kulistym, stożkowym czy też stożkowokulistym.
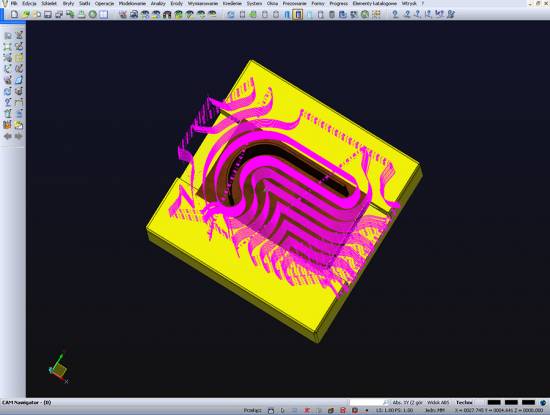
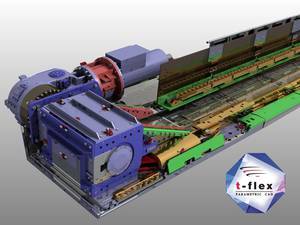
Strategia ta Obróbka żeber HM oczywiście może być również stosowana do wykonywania specyficznych wkładek do form. Pewność działania tej strategii powoduje, że technolog nie traci czasu na „wymyślanie” procesu tylko go realizuje a swój czas poświęca na układanie procesu obróbek bardziej skomplikowanych detali form czy tłoczników wymagających zdecydowanie większego zaangażowania i doświadczenia.

EZ-CAM – Intuicyjne oprogramowanie CAM

G-kod i M-kod w Obróbce CNC: Kluczowe elementy produkcji
Metody programowania obrabiarek CNC
Nowe wydanie CAM EDGECAM 2023.1

Strategiczne partnerstwo między CAMdivision i MAIT

EDGECAM 2022.1 już jest


Zapisywanie dokumentów SOLIDWORKS w postaci poprzednich wersji

Podsumowanie pierwszej oficjalnej konferencji KeyShot w Polsce

Przemysłowa Wiosna 2026 –targi dla przemysłu w sercu Polski

Targi Plastpol. Mocny filar branży w Europie Środkowo – Wschodniej

EZ-CAM – Intuicyjne oprogramowanie CAM

Czym jest PLM?

Wizualizacja danych sił RWIND w programie ParaView