NX CAM - korekcja promienia narzędzia
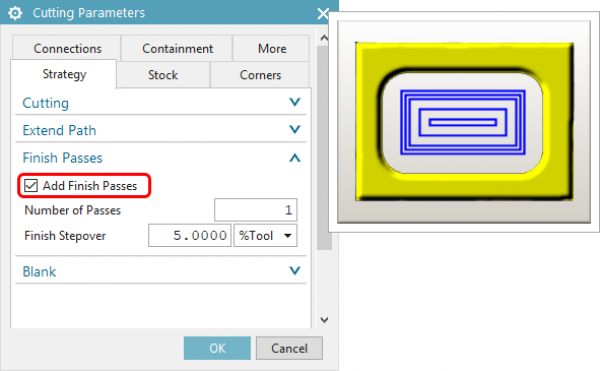
Na samym początku należy zaznaczyć, że programując obróbkę w NX, nie stosujemy włączonej korekcji promieniowej w trakcie całego procesu. Korekcję włączamy na przejściach wykańczających. Przykładowo w obróbce Cavity Mill korekcję możemy zastosować po zaznaczeniu opcji Add Finish Passes (Wstaw ścieżki wykańczające) w Cutting Parameters (Parametry obróbki).
Przechodząc do meritum, korekcję włączamy w Non Cutting Moves (Ruchy pomocnicze), zakładka More (Więcej), określając na których ścieżkach ma być zastosowana (jak na ilustracji poniżej).
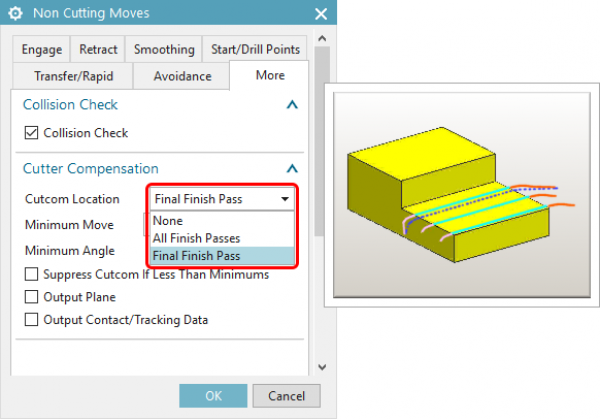
Po wybraniu tej opcji pojawią nam się ograniczenia dotyczące wejścia na tor skorygowany:
- Minimum Move (Ruch minimalny) odradzam pozostawiać wartość 2.5mm (pozostałość po 0.1cala). Zależnie od układu sterowania i typu korekcji (o czym poniżej) proponuję w tym polu wpisywać 0.0mm lub wartość większą niż połowa średnicy frezu (najwygodniej w % średnicy narzędzia). To jest długość odcinka, wzdłuż którego frez przejdzie na tor skorygowany,
- Minimum Angle (Kąt minimalny) z reguły ustawia się na 0.0.
Zaznaczenie opcji Suppress Cutcom If Less Than Minimums (Zablokuj korekcję < opcji minimalnych) będzie skutkowało tym, że przy „braku miejsca" na zastosowanie przejścia (z minimalnym ruchem i kątem) na tor skompensowany, korekcja nie zostanie zastosowana.
Nawiązując do tematu wpisu, mamy w NX dwa sposoby zadawania korekcji narzędzia. Zależy to od tego czy zaznaczymy opcję Output Contact/Tracking Data (Dane jako Kontakt/Punkt odniesienia).
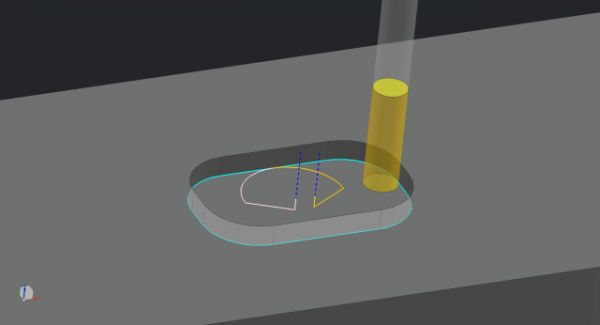
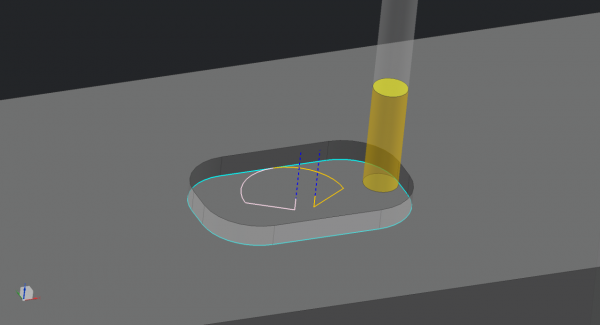
Zaznaczając powyższą opcję, uzyskamy kod NC z korekcją zastosowaną w tradycyjny sposób. Ścieżka zostanie wygenerowana na punkt styku narzędzia i frezowanego przedmiotu. Dokładnie tak, jak to się robi pisząc kod ręcznie. Do tabeli narzędzi w układzie sterowania powinno się wprowadzić rzeczywistą średnicę/promień freza. Na poniższej ilustracji widać jak takie ścieżki prezentują się w NX.
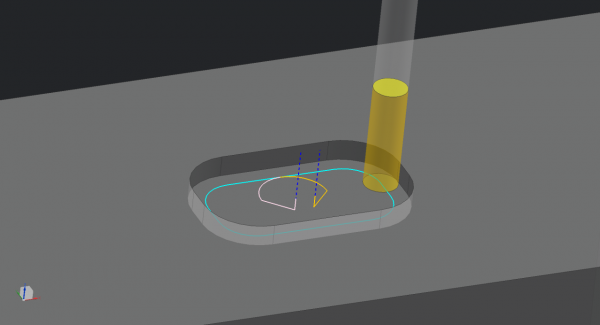
Jeżeli tą opcję pozostawimy niezaznaczoną, to dostaniemy ścieżkę wygenerowaną na środek freza (również w kodzie NC). Jeżeli przyjrzymy się wygenerowanemu kodowi NC, to zobaczymy, że mimo tego korekcja jest przywoływana (np. G41/G42 lub RL/RR). Co nam to daje, skoro współrzędne opisują tor ruchu środka freza? Otóż to, że w tabeli narzędzi układu sterowania zamiast rzeczywistego wymiaru freza podajemy tylko jego zużycie.
Główną zaletą tego rozwiązania jest to, że możemy bez problemów wykonywać z włączoną korekcją naroża wewnętrzne, o promieniu równym promieniowi freza. Nie ma również w tej sytuacji znaczenia, czy wymiar rzeczywisty freza będzie większy czy mniejszy od nominalnego. Przy tradycyjnym podejściu, dla większości układów sterowania, sprawia to problemy kiedy na torze skorygowanym promień łuku ma teoretycznie wartość 0.0 lub ujemną.
Nawiązując do pierwszego akapitu z tego wpisu: istnieje możliwość zrobienia całej obróbki (nawet zgrubnej) z włączoną korekcją, korzystając z odpowiedniego UDE (Zdarzenie na początku ścieżki). Wymusi ono na postprocesorze wygenerowanie odpowiednich współrzędnych i przywołanie korekcji. Jest to jednak sposób, od którego się już odchodzi w NX, i który jest nie zalecany.
Więcej na nxcad.pl

EZ-CAM – Intuicyjne oprogramowanie CAM

G-kod i M-kod w Obróbce CNC: Kluczowe elementy produkcji
Metody programowania obrabiarek CNC
Nowe wydanie CAM EDGECAM 2023.1

Strategiczne partnerstwo między CAMdivision i MAIT

EDGECAM 2022.1 już jest


Zapisywanie dokumentów SOLIDWORKS w postaci poprzednich wersji

Podsumowanie pierwszej oficjalnej konferencji KeyShot w Polsce

Przemysłowa Wiosna 2026 –targi dla przemysłu w sercu Polski

Targi Plastpol. Mocny filar branży w Europie Środkowo – Wschodniej

EZ-CAM – Intuicyjne oprogramowanie CAM

Czym jest PLM?

Wizualizacja danych sił RWIND w programie ParaView

Inżynierowie przyszłości - jak AI zmienia sposób projektowania i tworzenia